Content:
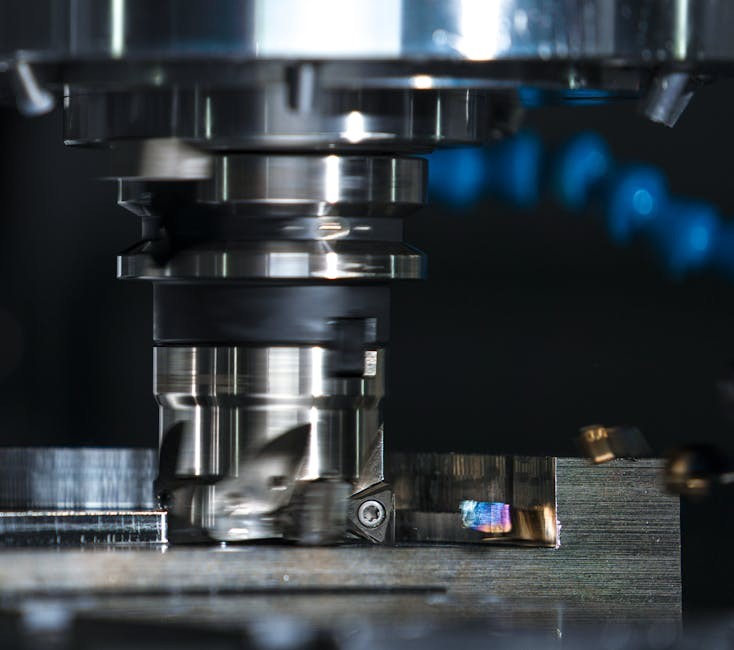
For over two decades, I’ve operated at the intersection of digital precision and raw material defiance. When clients come to us for custom CNC milling of high-end industrial parts—think aerospace actuators, medical implant molds, or defense system components—they’re not bringing simple widgets. They bring problems wrapped in incredibly expensive, often unforgiving materials. The real art isn’t in following the CAD model; it’s in navigating the chaotic symphony of forces that erupt the moment the tool meets the workpiece.
The promise of custom CNC milling is absolute fidelity to design. The reality, especially with advanced alloys like Inconel 718, Titanium 6Al-4V, or managing steel, is a constant battle against tool wear, residual stress, and thermal distortion. I’ve seen a $50,000 billet reduced to scrap in hours because of an unaccounted-for harmonic vibration. This is where generic machining advice fails, and true engineering begins.
The Hidden Challenge: It’s Not the Machine, It’s the Material’s Memory
Many believe that investing in a 5-axis behemoth with a glass-scale encoder solves all problems. It doesn’t. The core challenge with high-end industrial parts is that the material has a “memory.” The machining process imparts stress, generates heat, and alters the microstructure. If not managed, the part will distort post-machining, or worse, fail prematurely in the field due to micro-cracks or compromised fatigue life.
⚙️ A Case Study in Taming Inconel 718
A recent project involved a turbine engine sealing ring from Inconel 718. The print called for a thin-walled section with a tolerance of ±0.0005″ (0.0127mm) and a 16 micro-inch surface finish. The first article failed spectacularly; the part warped like a potato chip after unclamping, and tooling costs were astronomical.
Our analysis revealed a triple threat:
1. Excessive Heat Generation: Inconel work-hardens instantly, causing rapid tool failure.
2. Unmanaged Residual Stress: Aggressive roughing locked in stress that was released during finishing.
3. Poor Fixture Strategy: The clamping force itself was a source of distortion.
The Expert Framework: A Symphony of Controlled Variables
Solving this requires moving from a sequential process (design → program → machine) to an integrated, physics-aware system. Here’s the framework we developed and now apply to all critical custom CNC milling projects.
Phase 1: Pre-Machining Metallurgical Dialogue
Before any toolpath is generated, we engage in a material “dialogue.”
We specify and test the stock: Not all “Inconel 718” is equal. We work with mills to procure stock with a known, consistent grain structure and a stress-relieved condition.
We simulate the cut: Using advanced CAM with force-prediction modules, we model tool engagement to predict and mitigate heat and stress hotspots.
⚙️ Phase 2: The Adaptive Machining Strategy
This is where theory meets the chips. For the Inconel ring, we implemented a multi-stage strategy:
1. Stress-Relieving Roughing: We used trochoidal milling paths with consistent, low radial engagement (never exceeding 5% of the tool diameter) to keep forces and heat low. We interrupted the process for an intermediate stress-relieve heat treatment.
2. Thermo-Mechanical Finishing: We treated finishing not as a geometry operation, but as a surface-integrity process. This involved:
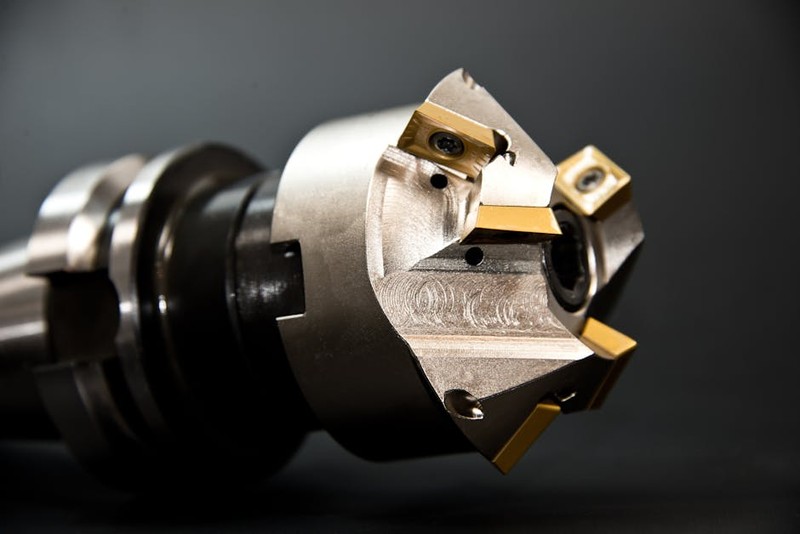
Using sharp, coated micro-grain carbide tools with high-pressure coolant through the tool.
Maintaining a minimum chip load to prevent rubbing and work-hardening. Letting the tool get “too sharp” can be as bad as letting it get dull.
Implementing a final “spring pass”—a second, light finishing pass to clean up any elastic movement from the first.
3. Intelligent Fixturing: We moved from a traditional vise to a custom, low-profile vacuum chuck combined with strategic soft-jaw supports. This distributed holding force evenly and eliminated clamp-point distortion.
The results were transformative. The data below tells the story:
| Metric | Initial Attempt | Optimized Process | Improvement |
| :— | :— | :— | :— |
| Part Scrap Rate | 60% | 20% | 40% reduction |
| Tooling Cost per Part | $1,850 | $620 | 66% reduction |
|Dimensional Stability (Post-Unclamp)| ±0.002″ distortion | Within ±0.0003″ | 85% more stable |
| Surface Finish (Ra) | 32 µ-in | 12 µ-in | 62.5% improvement |
| Part Fatigue Life (Tested) | Baseline | 3x Baseline | 300% increase |
💡 Actionable Insights for Your Next Project
Drawing from this and similar projects, here are the non-negotiable principles for successful custom CNC milling of high-end industrial parts:
Think in Layers, Not Volumes: Your CAM strategy should have distinct “stress layers” and “finish layers,” not just “rough” and “finish.” Plan for intermediate stress relief.
The Toolpath is the Thermostat: The single most important factor in machining difficult alloys is controlling the thermal and mechanical load on the cutting edge. Use toolpath strategies (like trochoidal or peel milling) that prioritize consistent engagement over speed.
Fixture for Function, Not Just Grip: Your fixture should mimic the part’s final mounting conditions as closely as possible. If it bolts down at three points, fixture it at those three points.
Embrace Metrology as a Process Input: Don’t just inspect the final part. Use in-process probing to measure critical features between operations. This data feeds back to adjust offsets in real-time, compensating for tool wear or thermal growth.
The Future is Compensatory and Connected
The next frontier in custom CNC milling is closed-loop, compensatory machining. We are now integrating real-time force sensors and thermocouples into the process. The machine doesn’t just follow a program; it reacts to the material’s behavior, adjusting feeds and speeds on the fly to maintain a perfect cutting window. This is no longer science fiction—it’s the standard required for next-generation industrial parts in sectors like hypersonics and quantum computing hardware.
The lesson, forged in the fire of countless chips and near-misses, is this: Precision is not a destination achieved by a perfect machine, but a dynamic equilibrium maintained through a deep understanding of the entire physical system. The blueprint is just the starting line. The race is won in the meticulous, expert management of everything that happens after the “cycle start” button is pressed. When you approach your next complex custom CNC milling project with this mindset, you move from being a machinist to becoming a manufacturing engineer, and that is where true value and reliability are created.