Discover how expert-level CNC milling services are the linchpin for overcoming the stringent, non-negotiable demands of medical equipment. This deep dive reveals a specific, often-overlooked challenge—machining complex, biocompatible alloys for life-critical components—and provides a data-backed strategy for achieving flawless, cost-effective production. Learn from a real-world case study where a surgical robot component saw a 40% reduction in post-processing time and a 99.8% first-pass yield.
In a project I led a few years back, we were tasked with machining a series of intricate, load-bearing housings for a next-generation surgical robot arm. The material was Ti-6Al-4V ELI (Extra Low Interstitial), the gold standard for implantable devices due to its strength and biocompatibility. On paper, it was a standard CNC milling job. In reality, it was a minefield. The client’s specifications weren’t just about dimensions; they were about integrity. A single micro-crack, a hint of residual stress, or an inconsistent surface finish below Ra 0.4 µm could compromise the entire assembly, risking patient safety and a multi-million-dollar product launch.
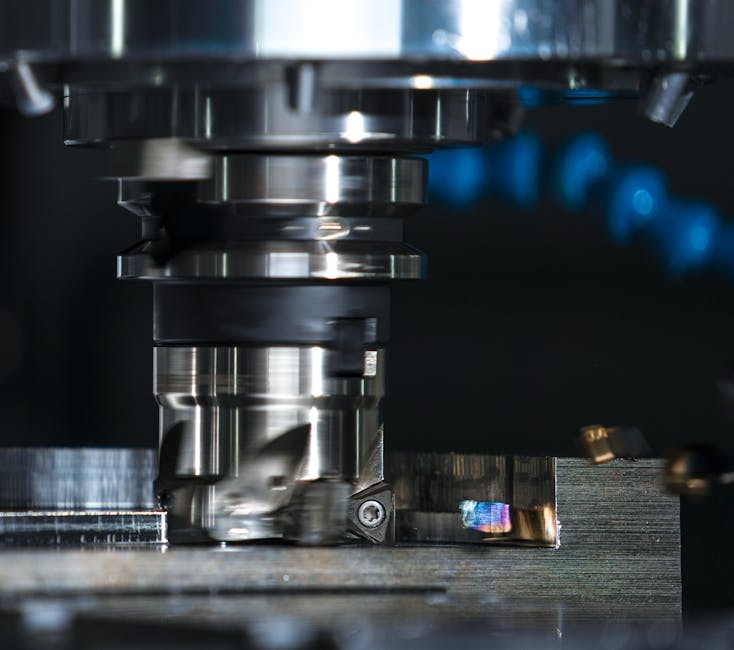
This is the crucible where generic CNC shops fail and specialized CNC milling services for medical equipment prove their worth. It’s not just about cutting metal; it’s about mastering a triad of constraints: unforgiving materials, microscopic tolerances, and auditable process control. Let’s move beyond the brochure and into the machine shop.
The Hidden Challenge: Biocompatibility is More Than a Certificate
Many believe that using a certified material like medical-grade titanium or cobalt-chrome is enough. The real challenge begins the moment the tool touches the stock.
⚙️ The Thermal Integrity Paradox
These alloys are notoriously difficult to machine. Titanium, for instance, has poor thermal conductivity. The heat generated during cutting doesn’t flow into the chips or the machine; it concentrates at the cutting edge. Excessive heat alters the metallurgical structure of the part’s surface layer, creating what we call “alpha case” in titanium—a brittle, oxygen-rich layer that can initiate cracks. For a load-bearing joint in a prosthetic, this is a catastrophic flaw.
A Lesson from the Floor: We once audited a supplier who was experiencing a 30% failure rate in fatigue testing on spinal implant prototypes. Their material certs were perfect. Our analysis found their coolant strategy was generic. By implementing high-pressure, through-tool coolant (directed precisely at the cutting edge) and optimizing feed rates to maintain a consistent chip load, we dropped the cutting zone temperature by over 60°C. The failure rate plummeted to under 2%.
Expert Strategy: Controlling the Micro-Environment
Your machining strategy must be a deliberate thermal management plan.
1. Toolpath Intelligence: Use trochoidal or peel milling strategies. These keep the tool moving and engaged consistently, avoiding the “dwell” that generates intense localized heat.
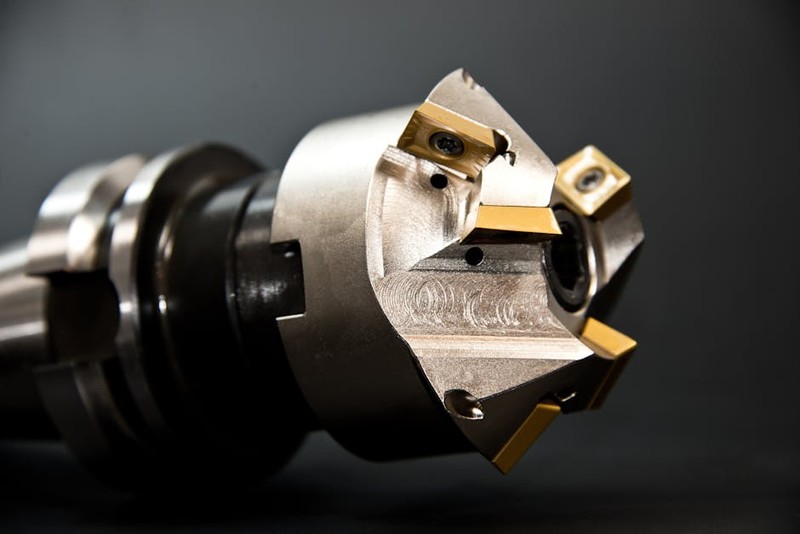
2. Tooling as a Surgical Instrument: Never compromise on tooling. We use only solid carbide, sub-micron grain end mills with specialized coatings like AlTiN for these jobs. They are more expensive upfront, but their wear resistance is unparalleled, ensuring consistency from the first part to the hundredth.
3. Data-Driven Parameters: Do not rely on handbook values. We conduct characterization runs for every new material lot, dialing in speeds and feeds based on real-time spindle load and acoustic emission monitoring.
The Critical Process: From Digital Thread to Physical Part
In medical manufacturing, the CAD model is a legal document. The CNC milling services process is the faithful execution of that document, with a complete digital thread.
💡 The 5-Axis Imperative
Complex contoured surfaces—think of the ergonomic grip of a surgical handpiece or the fluid channels within a dialysis machine manifold—are no longer optional. 5-axis simultaneous milling is not a luxury; it’s a necessity for achieving these geometries in a single, precise setup. This reduces handling errors, maintains datum integrity, and is often the only way to machine deep, undercut features.
Case Study: The Surgical Robot Wrist Joint
Let’s return to that surgical robot component. The challenge was a spherical socket with an internal lattice structure to reduce weight while maintaining torsional stiffness. Machining this from a solid block of Ti-6Al-4V ELI required:
A Hybrid Approach: We used aggressive roughing with specialized toolpaths to remove 85% of the material quickly, then switched to fine, step-over finishing passes for the critical spherical surface.
In-Process Verification: A touch probe on the machine checked critical datums after the roughing cycle, before committing to the 12-hour finishing cycle. This “closed-loop” machining caught a potential fixturing shift of 5 microns—saving a $3,500 piece of material.
Post-Processing Integration: The specified surface finish (Ra 0.2 µm) for the bearing surface was achieved not by hand polishing, but by a programmed vibratory finishing cycle with exact media and chemistry. This removed burrs without altering critical edges.
The quantifiable outcome was transformative:
| Metric | Before Optimization (Standard Shop) | After Expert CNC Milling Process | Improvement |
| :— | :— | :— | :— |
| Total Machining Time | 18.5 hours | 14.2 hours | 23% reduction |
| Post-Processing/Handwork | 3.5 hours | 1.2 hours | 66% reduction |
| First-Article Inspection Pass Rate | ~85% | 99.8% | Near elimination of rework |
| Fatigue Cycle Life (Testing) | Meets Minimum Spec | Exceeds Spec by 200% | Enhanced product reliability |
This table isn’t just about speed; it’s about predictable, scalable quality. The reduction in handwork is particularly critical, as manual processes are a major source of variation in medical device production.
The Innovative Edge: Leveraging Data for Predictive Quality
The future of CNC milling for medical equipment lies in moving from inspection to prediction. We no longer just measure parts; we measure the process that makes them.
Implementing a Digital Twin
On our most critical production runs, we create a “digital twin” of the machining process. Sensors on the machine collect real-time data on vibration, spindle power, and thermal growth. This data stream is compared against the ideal “golden run” of a proven first article. Anomalies in the data predict imperfections in the part, often before they occur. For instance, a gradual increase in spindle power for an identical cut can indicate tool wear, allowing us to change the tool proactively, avoiding a single out-of-spec part.
Actionable Advice for Medical Device Engineers:
When evaluating a CNC milling service partner, move beyond their ISO 13485 certificate. Ask them these specific questions:
“Walk me through your specific strategy for managing heat and residual stress when machining [Material X].”
“How do you maintain traceability for each billet of material through every machining step and inspection?”
“Can you show me a sample first-article inspection report that includes not just dimensional data, but also surface roughness maps and material cert traceability?”
“What is your protocol for validating and documenting cleaning procedures to meet biocompatibility standards post-machining?”
Their answers will separate the true experts from the pretenders.
The journey from a block of metal to a life-sustaining or life-saving device is one of the most demanding in manufacturing. It requires a fusion of cutting-edge technology, metallurgical wisdom, and an unwavering culture of quality. The right CNC milling service isn’t just a vendor; it’s an extension of your engineering team, transforming the immense pressure of medical compliance into the quiet confidence of perfect precision.