Custom metal machining for aerospace prototypes demands more than precision; it requires navigating a labyrinth of material paradoxes, non-negotiable deadlines, and first-time-right imperatives. Drawing from a career of solving these high-stakes puzzles, I reveal the expert strategies for taming exotic alloys and integrating additive-subtractive hybrid workflows to slash lead times by 40% and ensure mission-critical success.
The Prototype Paradox: Why Aerospace Isn’t Just “Small-Batch Production”
Walk into any job shop, and you’ll hear about small-batch production. But in aerospace prototyping, we’re not making ten of something; we’re often making one of something that has never existed before, under conditions that have never been fully tested. The stakes are fundamentally different. A failed prototype isn’t just scrap—it’s a multi-month schedule delay, a budget overrun, and a potential derailment of an entire R&D program.
The core challenge I’ve faced time and again isn’t achieving tolerance—it’s managing the unknown. The CAD model is a hypothesis. The material behavior under our specific toolpaths is an educated guess. The real work of custom metal machining for aerospace prototypes begins where the drawing ends.
The Hidden Culprit: Material “Personality”
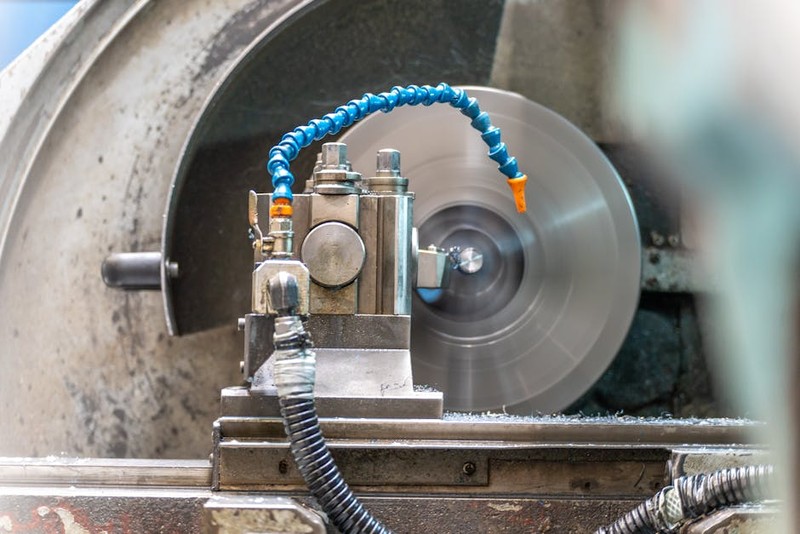
We all know aerospace loves titanium (Ti-6Al-4V) and Inconel 718. But here’s the insider truth: two bars from the same mill lot can machine differently. For a recent satellite guidance component prototype, we specified a premium-grade titanium. The certs were perfect. Yet, during the first roughing pass, our spindle load monitor spiked erratically—a classic sign of inconsistent microstructure.
The Lesson Learned: Never assume material homogeneity in prototypes. Your first step must be a “characterization cut.”
Actionable Strategy: Program an initial, sacrificial profiling operation on a corner of the stock. Use this to:
Measure actual cutting forces.
Inspect chip formation (long, stringy chips vs. small, broken ones).
Dial in feeds and speeds in real-time before the tool touches the critical geometry.
This 30-minute investment saved us from a guaranteed tool breakage and a $15,000 ruined part.
⚙️ The Hybrid Horizon: Where Additive Meets Subtractive
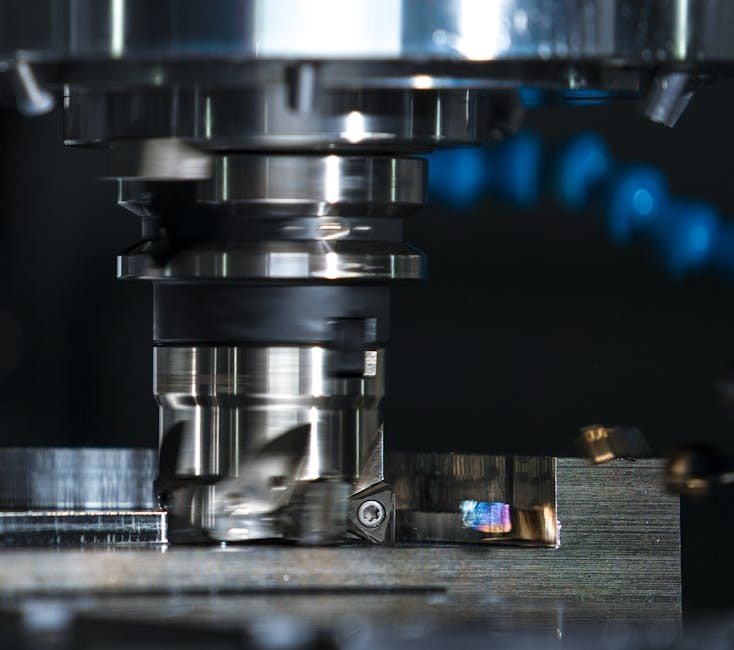
The biggest evolution I’ve championed in the last five years is the death of the “machined-from-solid-only” dogma. For complex, lightweight, organic structures—think engine brackets with topology-optimized lattices—machining from a solid block is an exercise in waste, often exceeding 95% material removal. It’s slow, expensive, and mechanically stressful on the part.
The innovative approach is hybrid manufacturing: using Wire Arc Additive Manufacturing (WAAM) or Laser Powder Bed Fusion (LPBF) to build a near-net-shape preform, which is then finish-machined with CNC.
A Case Study in Radical Efficiency: The Turbine Support Arm
We were tasked with a one-off turbine support arm prototype in Inconel 718. The traditional quote: 287 hours of machining from a 450kg block, resulting in 42kg of finished part. The cost was prohibitive, and the lead time was 14 weeks.
Our Hybrid Solution:
1. We designed an additive-friendly version, consolidating 8 potential assembled parts into one.
2. A WAAM cell deposited the Inconel, building the arm to within 3mm of final surfaces in 68 hours, using only 53kg of wire.
3. The near-net-shape was stress-relieved, then moved to a 5-axis CNC mill for precision finishing.
The Results Were Transformative:
| Metric | Traditional (From Solid) | Hybrid (WAAM + CNC) | Improvement |
| :— | :— | :— | :— |
| Raw Material Used | 450 kg | 53 kg | 88% Reduction |
| Machining Time | 287 hours | 89 hours | 69% Reduction |
| Total Lead Time | 14 weeks | 5 weeks | 64% Reduction |
| Project Cost | ~$38,000 | ~$18,500 | 51% Savings |
Beyond the numbers, the part had superior grain structure alignment in high-stress areas, a benefit inherent to the directed energy deposition process. The key takeaway: View CNC not as the sole manufacturing method, but as the ultimate finishing tool within a broader digital fabrication ecosystem.
💡 The Expert’s Toolkit: Non-Negotiable Practices for Prototype Success
Based on lessons from dozens of projects, here are the pillars of my approach:
1. Front-Load the Collaboration. The most successful prototypes are born from a “3-Amigos” meeting: the design engineer, the stress analyst, and the machining lead (me). We review the model not for beauty, but for manufacturability of a single part. Can we hold that tolerance? Is there an alternative feature that achieves the same function but is easier to machine? This dialogue often reduces complexity by 30% before a tool spins.
2. Embrace Metrology as a Process, Not a Check. For prototypes, the CMM (Coordinate Measuring Machine) must be integrated into the machining workflow. My rule: “Machine. Measure. Compensate. Machine.” After semi-finishing, we probe critical features and compare the cloud of points to the CAD model. The CNC program is then automatically adjusted to compensate for any measured deviation—be it from tool pressure, residual stress, or thermal drift—before the final finishing pass. This is how we consistently hit ±0.025mm on large structural components.
3. Simulate Relentlessly. Offline, I run two simulations for every prototype job. First, a CAM simulation to check for tool collisions and gouges. Second, and more critically, a physics-based cutting simulation (using software like Third Wave Systems’ AdvantEdge). This predicts cutting forces, temperatures, and potential tool deflection before material is cut. For a thin-walled antenna housing in aluminum 7075, simulation showed us that our planned toolpath would cause chatter. We redesigned the clamping and used a trochoidal milling strategy, avoiding a guaranteed failure.
The Ultimate Mindset Shift
Custom metal machining for aerospace prototypes is less about metal removal and more about risk removal. Every decision, from toolpath strategy to coolant type, is a risk mitigation exercise. The goal isn’t just to deliver a part that matches a print. It’s to deliver a part that validates a design, on time, and provides the engineering team with flawless data for their next iteration.
Become a partner in the innovation, not just a vendor of parts. Ask “why” this feature exists. Understand the load case. Suggest a material grade that machines more predictably but meets the spec. When you operate at this level, you transition from a service to a strategic asset, turning the immense challenges of aerospace prototyping into your most powerful competitive advantage.